SAS Autosystemtechnik GmbH
Automatisierte Inspektion von Cockpitmodulen
Die SAS Autosystemtechnik GmbH deckt bei der Produktion von Cockpitmodulen sämtliche Prozessschritte ab – von Montage, Auslieferung und Einbau bis hin zur Wiederverwertung. Am Produktionsstandort in Meerane werden die Cockpits in weniger als zwei Stunden zusammengebaut und direkt an führende Automobilhersteller geliefert.
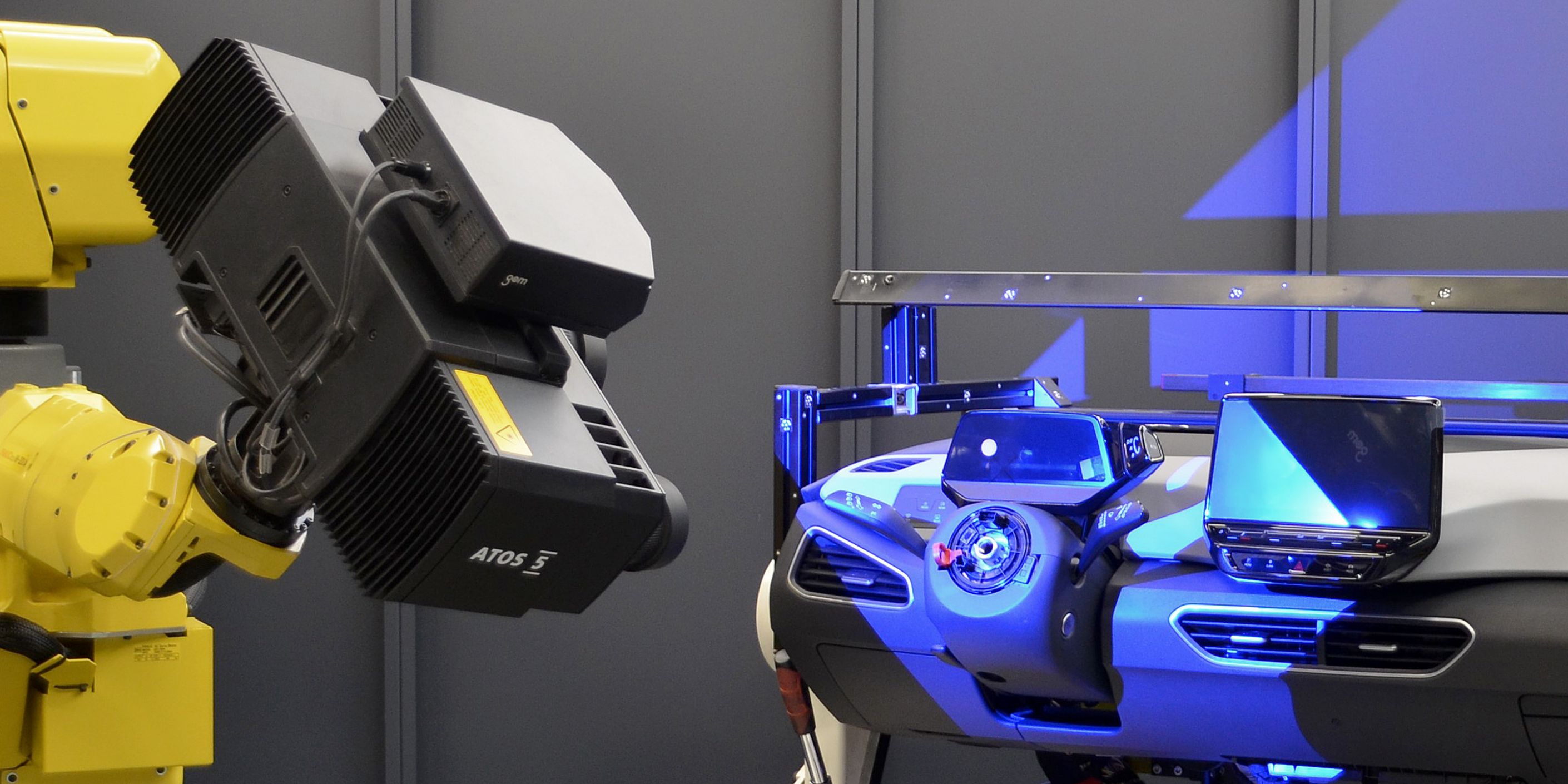
Für die Erstbemusterung und die serienmäßige Qualitätskontrolle der Zusammenbaucockpits setzt SAS die optische 3D-Koordinatenmessmaschine ATOS ScanBox ein – direkt in der Produktion.
Speziell für die Fertigung neuer Cockpits für den VW ID.3 und die Einhaltung der Qualitätsstandards wurde eine Vermessung der Module vom Auftraggeber vorausgesetzt. „Zur Identifikation etwaiger Materialfehler werden vereinzelt Cockpits während des Produktionsbetriebs aus dem Hauptfluss genommen. Anschließend wird ein Produktaudit inklusive der Messung durchgeführt. Am Ende dieses Prozesses integrieren wir das Cockpit wieder in die Produktion“, erklärt Uwe Schulz, Messtechniker bei SAS Autosystemtechnik GmbH. Im Produktionsalltag stehen hierfür nur rund 20 Minuten zur Verfügung. In der Regel fallen mindestens fünf Messungen pro Schicht an – täglich also mindestens 15 Messungen zusätzlich zu linien- und serienbegleitenden Messungen. Hinzu kommen noch klassische Erstmusterbeurteilungen.

„Wir können nun sämtliche Inspektionsmerkmale und Funktionsmaße unserer Bauteile erfassen.“
Kiosk Interface vereinfacht serienbegleitende Qualitätskontrolle
Im ersten Schritt erstellt Uwe Schulz einen Messplan, den die Mitarbeiter im Kiosk Interface verwenden – einer speziellen Benutzeroberfläche zur vereinfachten Bedienung der ATOS ScanBox. „Das Kiosk Interface ist so intuitiv, dass sogar Kollegen ohne Vorkenntnisse problemlos eine Analysemessung durchführen können“, erklärt Uwe Schulz. Die Software übernimmt die gesamte Prozesssteuerung und führt den Mess- und Inspektionsablauf automatisch durch. Sie minimiert den Bedienereinfluss erheblich und ist damit Teil einer verlässlichen Lösung, bei der höchste Anforderungen an Präzision und Datenqualität entscheidend sind. „Ein weiterer wesentlicher Vorteil ist, dass wir das Kiosk Interface direkt mit unserem Produktaudit kombiniert haben. Das gesamte Reporting wird darüber abgedeckt. Etwaige Fehlerpunkte oder das betroffene fehlende Bauteil werden in einem der Eingabefelder beschrieben und in den Messbericht implementiert.“
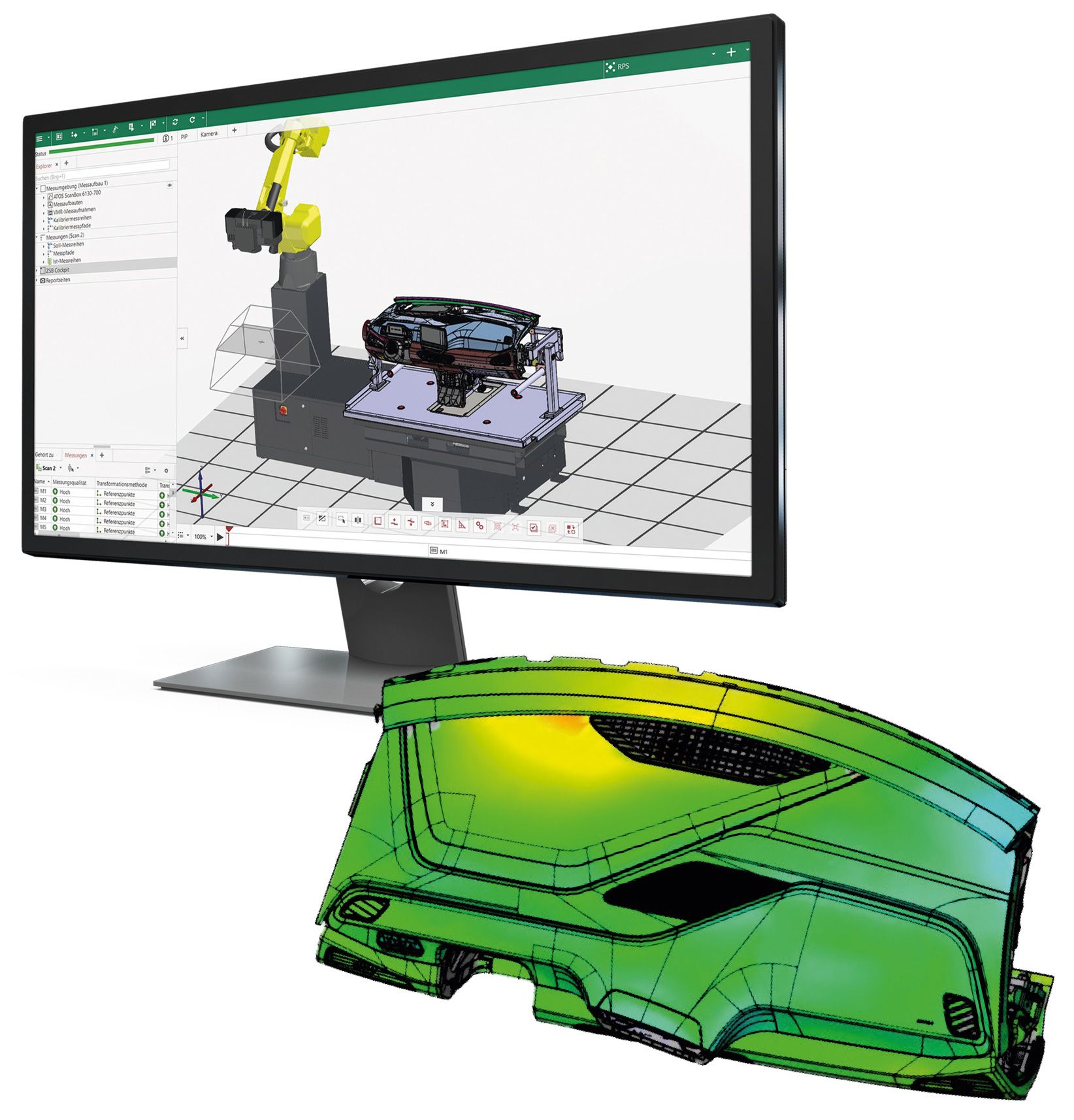
Mit GOM Inspect Pro können Materialfehler und andere Abweichungen identifiziert und Korrekturmaßnahmen eingeleitet werden.
Aussagekräftige Messdaten erleichtern Analyse und Auswertung
Nachdem die Zusammenbaucockpits vermessen wurden, erstellt Uwe Schulz einen Oberflächenvergleich zum CAD. Dank der bildhaften Auswertung, die über einen Farbplot der gescannten Bauteile sichtbar wird, können Abweichungen und Materialfehler direkt identifiziert werden. Sind Komponenten wie das Handschuhfach verzogen oder stimmen Montagespalte von Ziernähten des Beifahrerairbags nicht mit dem CAD überein, leitet SAS sofortige Korrekturmaßnahmen ein, bis das Bauteil der vordefinierten Norm entspricht. „Wir können nun sämtliche Inspektionsmerkmale und Funktionsmaße unserer Bauteile erfassen. Speziell das Zusammenspiel mit der direkt implementierten Software GOM Inspect Pro und deren einfache Anwendung erleichtern unseren Arbeitsalltag nachhaltig“, resümiert Uwe Schulz.